
Viimase kahe aasta jooksul on metallist mobiiltelefonid muutunud tööstuses kuum koht ja neid kasutatakse üha laiemalt tarbeelektroonilistes toodetes. Selles artiklis tutvustatakse üksikasjalikult mitmeid metalli töötlemise tehnoloogiaid ja nendega seotud tooterakendusi.
Näiteks:
1. CNC+ anood: iPhone 5/6, HTC M7

2. sepistamine + CNC: Huawei P8, HTC M8

3. Üks suremine: Samsung A7


5. tembeldamine + CNC: Huawei Mate 7

Valamine
Metalli valamine süstib sulametalli kõrge temperatuuriga materjalidest valmistatud õõnsasse vormi ja kondenseerub soovitud kujuga toote saamiseks; Saadud toode on casting.
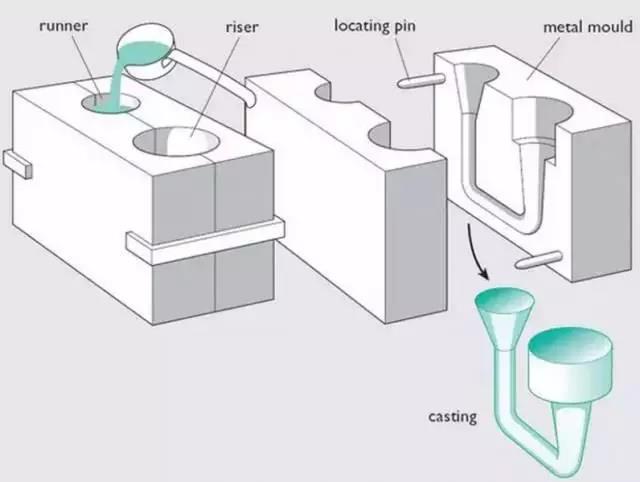
Valamine klassifikatsioon
Kõrgsurve toimel täidab vedela või poolvedelik metall suurel kiirusel dieatilise hallituse (sureva hallituse) õõnsuse ning see moodustatakse ja tahketakse tahkeks rõhu all valamise saamiseks.
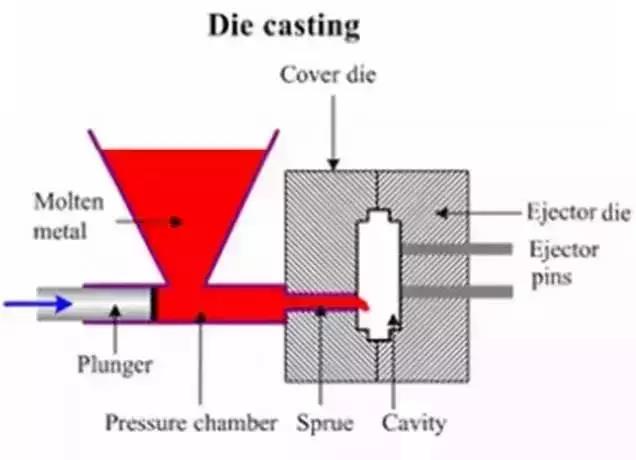
Tavalisel alumiiniumist stantsimisprotsessil on aga probleem, et sujuvat alumiiniumoksiidi kilega töötlemist on keeruline läbi viia. Põhjus on see, et toorainele lisatakse räni, et parandada voolu kõigi hallituse piirkondade kaudu. Seetõttu, kui värvite alumiiniumist dieati, võib see pärast maalimist kaotada oma esmaklassilise tunde, kuna see näeb välja nagu plast.

Sepistamine
1. Hammer või Smith sepistamine
Sama meetodit kasutatakse raua sepistamiseks või sepistamiseks, milleks on tooriku kuumutamine sepistemperatuurini ja sepistada see lameda haamri ja puurplaadi vahel; Väikesi tükke võib nimetada raua sepistamiseks käsitsi; Suurte tükkide jaoks tuleb kasutada järgmiselt auruhaamerit (auruhaamerit). Nende hulgas asetatakse tööobjekt puuriplaadi ja lameda haamri vahele. Mis puutub auruhaami struktuuri, siis see sõltub sepistamisvõimsusest. Valgustüüp on ühe kaadri tüüp ja raske tüüp on topeltraami tüüp.
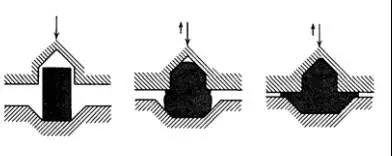
3. Surve sepistamine (sepistamine) | Vajutage sepistamist
Rõhu sepistamine on sepistamismeetod, milles metall ekstrudeeritakse aeglase rõhuga. Kuna metalli jõudub pikka aega, ei ole väljapressimine mitte ainult sepistamise pinnal, vaid ka tooriku keskel. Seetõttu suudab saavutada sisemise ja välise ühtluse mõju ning ka selle toodete kvaliteet on parem kui haamri sepistamine.
Sepistamist kasutatakse mobiiltelefonide korpuste protsessis, mis võib CNC aega tõhusalt vähendada, nii et kulud on suhteliselt madalad; ja alumiiniumsulamid, mille alumiiniumi sisaldus on rohkem kui 95%, saab valida anodeerimiseks. Tootmisprotsess: kõigepealt hankige sepistamise teel paksemad mobiiltelefonide konstruktsiooniosad; siis CNC jahvatab tarbetud osad; NMT hangib metalli + plastist integreeritud konstruktsiooniosad; anodeeritud pinna töötlemine; ja lõpuks liimib antenni kate.Nagu Oppo R7/R7 Plus, nagu allpool näidatud

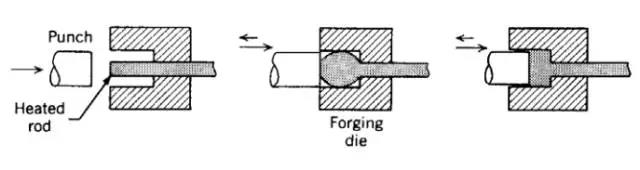
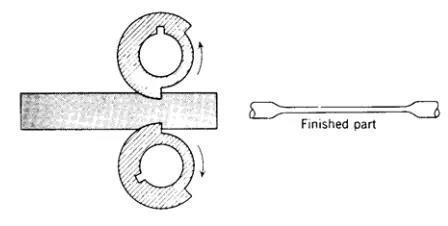
Rulli sepistamise põhimõte on näidatud alloleval joonisel.
Augustamine
Metallist mulgustamine on metallist külma töötlemise meetod, mida tuntakse ka kui külm löök või lehtmetalli mulgustamine. Mangustamisseadmete võimsuse abil moodustatakse metallleht otse vormi jõuga. Performeeritud osi kasutatakse laialdaselt autode osade tootmisel ja majapidamisseadmete tootmisel.
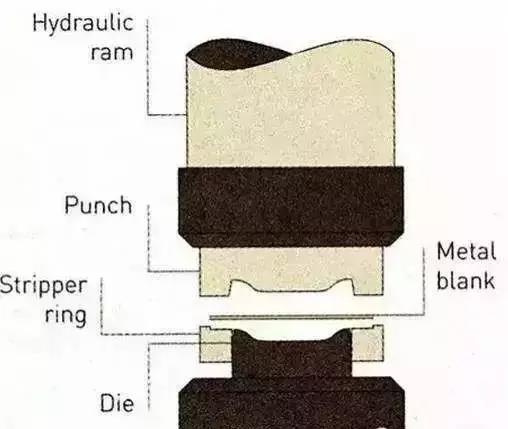
Meisterdamisprotsess:
1. Fikseerige metallplaat vormilauale
Hiljuti lansseeritud Redmi Note 3 kasutab tembeldamisprotsessi abil valmistatud metallist tagakaanet.
Üks tembeldamise otseseid eeliseid on kulude kokkuhoid. See ei vaja nanopritsimise vormimist ja on pärast lihvimist otse anodeeritud. Masstootmine tõuseb kiiresti üles; Kuid selle tehnoloogia puuduseks on see, et kere ülemised ja alumised otsad peavad olema plastist splaissitud. Ei saa teha keerulist sisestruktuuri, seda saab kasutada ainult tagakaane jaoks.
CNC | CNC tööpink
CNC -d on tavaliselt tuntud kui "CNC tööpink", mis on automatiseeritud tööpink, mida juhitakse programm. Juhtimissüsteem saab loogiliselt töödelda programme juhtimiskoodide või muude sümboolsete juhistega ning arvuti dekodeerimise kaudu saab tööpink teha määratud toiminguid ja tükki originaalset metallplaati töödeldakse pikka aega ja tehakse lõpuks soovitud kujuks.
IPhone 5 ja 6 on valmistatud alumiiniumist sulamist ühes tükis, see tähendab, et kere ja raam on valmistatud ühest alumiiniumist sulamist CNC -st. Arvestades mobiiltelefoni raadiosageduse signaaliprobleemi, jaguneb korpus mitmeks osaks, üldiselt ülemine ja alumine osa. Valige lõpus sissepritsevormimine ja muud vaheseinad.
Kõrgema kvaliteediga välimuse saamiseks viiakse läbi ka pinnahooldused nagu anodeerimine, liivapritsimine, poleerimine jne, mille tulemuseks on ainulaadne värv ja sujuv puudutus.
------------------------------------------------------ END ----------------------------------------------------------------
Redigeerimine: Rebecca Wang



